

1. Charakteristiky speciálních přesných extruzních materiálů z hliníku a hliníkových slitin
Tento typ výrobku má speciální tvar, tenkou stěnu, nízkou hmotnost a velmi přísné požadavky na tolerance. Takové výrobky se obvykle nazývají přesné (nebo ultrapřesné) profily (trubky) ze slitin hliníku a technologie pro výrobu těchto výrobků se nazývá přesné (nebo ultrapřesné) protlačování.
Hlavní vlastnosti speciálních přesných (nebo ultrapřesných) extrudovaných výlisků ze slitin hliníku jsou:
(1) Existuje mnoho druhů, malých šarží a většina z nich jsou speciální extruzní materiály, které se používají téměř ve všech oblastech života a ve všech aspektech lidského života, včetně všech extruzních produktů, jako jsou trubky, tyče, profily a dráty, zahrnujících různé slitiny a skupenství. Vzhledem k malému průřezu, tenké stěně, nízké hmotnosti a malým šaržím není obecně snadné zorganizovat výrobu.
(2) Složité tvary a speciální kontury, většinou tvarované, ploché, široké, křídlové, ozubené, porézní profily nebo trubky. Plocha povrchu na jednotku objemu je velká a výrobní technologie je obtížná.
(3) Široké použití, speciální výkon a funkční požadavky. Aby bylo možné splnit požadavky na použití produktu, bylo vybráno mnoho skupenství slitin, pokrývajících téměř všechny slitiny od řad 1××× až 8××× a desítky stupňů zpracování s vysokým technickým obsahem.
(4) Vynikající vzhled a tenká stěna, obvykle menší než 0,5 mm, některé dosahují až 0,1 mm, hmotnost na metr je jen několik gramů až desítek gramů, ale délka může dosáhnout několika metrů nebo dokonce stovek metrů.
5) Požadavky na rozměrovou přesnost a geometrickou toleranci profilu jsou velmi přísné. Obecně řečeno, tolerance malých přesných profilů z hliníkových slitin jsou více než dvakrát přísnější než tolerance speciálních tříd v normách JIS, GB a ASTM. Tolerance tloušťky stěny u běžných přesných profilů z hliníkových slitin musí být mezi ±0,04 mm a 0,07 mm, zatímco tolerance rozměru profilu u ultra přesných profilů z hliníkových slitin může být až ±0,01 mm. Například hmotnost přesného hliníkového profilu použitého pro potenciometr je 30 g/m a toleranční rozsah rozměru profilu je ±0,07 mm. Tolerance rozměru průřezu přesných hliníkových profilů pro tkalcovské stavy je ±0,04 mm, úhlová odchylka je menší než 0,5° a stupeň ohybu je 0,83×L. Dalším příkladem je vysoce přesná ultratenká plochá trubka pro automobily o šířce 20 mm, výšce 1,7 mm, tloušťce stěny 0,17 ± 0,01 mm a 24 otvorech, což jsou typické ultra přesné profily z hliníkové slitiny.
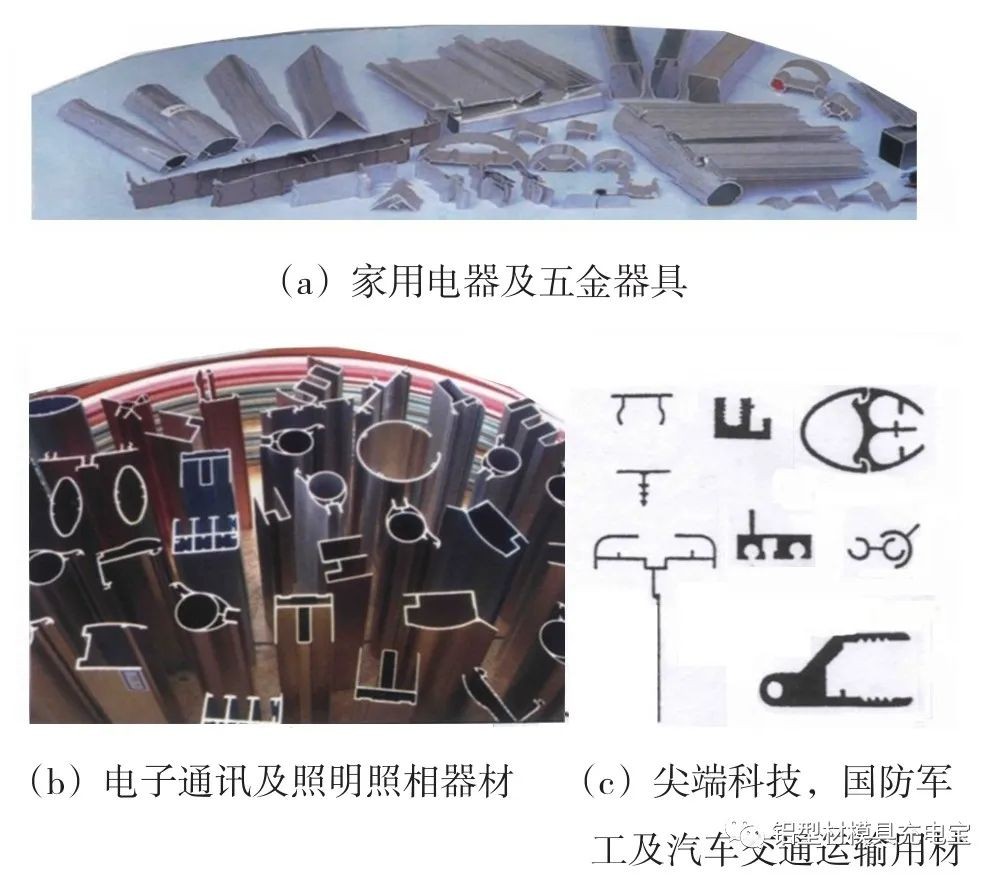
(6) Má vysoký technický obsah a je velmi obtížné jej vyrobit a má zvláštní požadavky na extruzní zařízení, nástroje, sochory a výrobní procesy. Obrázek 1 je příkladem řezu některými malými přesnými profily ze slitiny hliníku.
2. Klasifikace speciálních materiálů pro přesné extrudování hliníkových slitin
Přesné nebo ultra přesné extrudované hliníkové slitiny se široce používají v elektronických přístrojích, komunikačních zařízeních a špičkové vědě, v obranném a vojenském průmyslu, přesných mechanických přístrojích, slaboproudých zařízeních, leteckém a kosmickém průmyslu, jaderném průmyslu, energetice, ponorkách a lodích, automobilech a dopravních prostředcích, lékařských zařízeních, hardwarových nástrojích, osvětlení, fotografii a elektronických spotřebičích. Obecně lze přesné nebo ultra přesné extrudované hliníkové slitiny rozdělit do dvou kategorií podle jejich vzhledových charakteristik: první kategorií jsou profily s malými rozměry. Tento typ profilu se také nazývá ultra malý profil nebo mini tvar. Jeho celková velikost je obvykle jen několik milimetrů, minimální tloušťka stěny je menší než 0,5 mm a jednotková hmotnost je několik gramů až desítek gramů na metr. Vzhledem k jejich malým rozměrům jsou obvykle vyžadovány přesné tolerance. Například tolerance rozměrů průřezu je menší než ±0,05 mm. Kromě toho jsou velmi přísné i požadavky na přímost a torzi extrudovaných výrobků.
Druhým typem jsou profily, které nemají příliš malý průřez, ale vyžadují velmi přísné rozměrové tolerance, nebo profily, které mají složitý tvar průřezu a tenkou stěnu, i když je průřez velký. Obrázek 2 ukazuje speciální tvar trubky (průmyslový čistý hliník) extrudovanou japonskou společností na horizontálním hydraulickém lisu 16,3 MN se speciální dělenou matricí pro kondenzátor automobilové klimatizace. Obtížnost extrudovaného tvarování tohoto typu profilu není o nic menší než u předchozího typu ultratenkého profilu. Extrudované profily s velkým průřezem a velmi přísnými požadavky na tolerance vyžadují nejen pokročilou technologii návrhu forem, ale také přísnou technologii řízení celého výrobního procesu od polotovaru až po hotový výrobek.
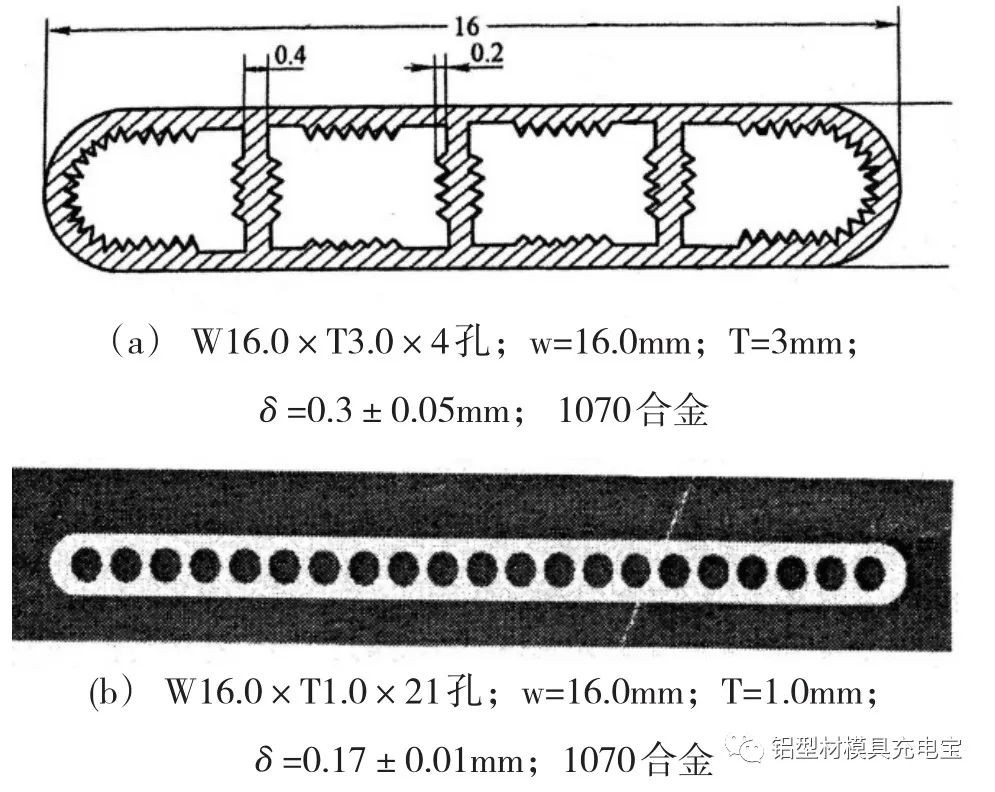
Od počátku 80. let 20. století se extruze malých a ultra malých profilů rychle rozvíjí díky praktickému využití technologie kontinuální extruze Conform a rozvoji průmyslové technologie. Nicméně z různých důvodů, jako jsou omezení zařízení, požadavky na kvalitu výrobků a pokrok v technologii extruze, stále tvoří velkou část výroby malých profilů na konvenčních extruzních zařízeních. Obrázek 2 ukazuje přesné profily extruze konvenčních dělených forem. Životnost formy (zejména pevnost a odolnost proti opotřebení můstku a jádra formy) a tok materiálu během extruze se stávají hlavními faktory ovlivňujícími její výrobu. Je to proto, že při extruzi profilu je velikost jádra formy malá a tvar složitý. Pevnost a odolnost proti opotřebení jsou důležitými faktory ovlivňujícími životnost formy. Životnost formy přímo ovlivňuje výrobní náklady. Na druhou stranu, mnoho přesných profilů má tenké stěny a složité tvary a tok materiálu během procesu extruze přímo ovlivňuje tvar a rozměrovou přesnost profilů.
Aby se zabránilo pronikání oxidového filmu a oleje na povrchu polotovaru do výrobku a aby se zajistila rovnoměrná a spolehlivá kvalita výrobku, lze polotovar zahřátý na nastavenou teplotu před extruzí loupat (tzv. horké loupání) a poté rychle vložit do extruzního válce k extruzi. Zároveň by se mělo extrudované těsnění udržovat čisté, aby se zabránilo usazování oleje a nečistot na těsnění během procesu odstraňování přetlaku po jednom extrudování a montáži těsnění při dalším extrudování.
Podle rozměrové přesnosti profilu a tolerance tvaru a polohy lze speciální přesné profily ze slitin hliníku rozdělit na speciální přesné profily ze slitin hliníku a malé (miniaturní) ultra přesné profily ze slitin hliníku. Obecně platí, že jejich přesnost překračuje národní normy (jako GB, JIS, ASTM atd.). Ultra přesné profily se nazývají speciální přesné profily ze slitin hliníku, například s rozměrovou tolerancí nad ±0,1 mm a tolerancí tloušťky stěny lomeného povrchu v rozmezí ±0,05 mm až ±0,03 mm u profilů a trubek.
Pokud je jeho přesnost více než dvojnásobná oproti národnímu standardu ultra vysoké přesnosti, nazývá se malý (miniaturní) ultravysoce přesný profil z hliníkové slitiny, například s tolerancí tvaru ±0,09 mm a tolerancí tloušťky stěny ±0,03 mm až ±0,01 mm pro malý (miniaturní) profil nebo trubku.
3. Perspektivy vývoje speciálních přesných extruzních materiálů z hliníku a hliníkových slitin
V roce 2017 světová produkce a prodej hliníkových materiálů pro zpracování překročila 6000 kt/rok, z čehož produkce a prodej hliníkových a hliníkových slitin extrudovaných materiálů překročil 25 000 kt/rok, což představuje více než 40 % celkové produkce a prodeje hliníku. Hliníkové extrudované střední tyče tvořily 90 %, z toho obecné profily a tyče a malé a střední profily pro stavební účely tvořily více než 80 % tyčí, velké a střední profily a speciální profily a tyče tvořily pouze asi 15 %. Trubky tvoří asi 8 % extrudovaného materiálu z hliníkových slitin, zatímco tvarované trubky a speciální trubky tvoří pouze asi 20 % trubek. Z výše uvedeného je patrné, že největší a nejrozšířenější výrobou a prodejem hliníkových a hliníkových slitin extrudovaných materiálů pro stavební účely jsou malé a střední profily a tyče pro stavební účely. Speciální profily, tyče a trubky tvoří pouze asi 15 %. Hlavní charakteristiky těchto výrobků jsou: se speciálními funkcemi nebo výkonem; Určeno pro konkrétní účel; S velkou nebo malou specifikací velikosti; S extrémně vysokou rozměrovou přesností nebo požadavky na povrch. Proto je větší rozmanitost a menší šarže, je třeba zvýšit speciální procesy nebo přidat speciální zařízení a nástroje, výroba je obtížná a technická náročnost je vysoká, výrobní náklady se zvyšují a přidaná hodnota se zvyšuje.
S pokrokem vědy a techniky a neustálým zlepšováním životní úrovně lidí se kladou stále vyšší požadavky na produkci, kvalitu a rozmanitost hliníkových a hliníkových slitin vytlačovaných extruzí, zejména v posledních letech. Vznik personalizace produktů podpořil vývoj speciálních profilů a trubek s personalizovanými vlastnostmi a specifickým použitím.
Ultrapřesné profily se široce používají v elektronických přístrojích, komunikačních zařízeních, poštovních a telekomunikačních zařízeních, přesných strojích, zařízeních pro slaboproudou techniku, leteckém průmyslu, jaderných ponorkách a lodích, automobilovém průmyslu a dalších oblastech výroby malých, tenkostěnných a velmi přesných dílů s průměrem průřezu. Požadavky na tolerance jsou obvykle velmi přísné, například tolerance obrysu průřezu je menší než ±0,10 mm a tolerance tloušťky stěny je menší než ±0,05 mm. Kromě toho jsou velmi přísné i tolerance rovinnosti, zkroucení a další tolerance tvaru a polohy extrudovaných výrobků. Kromě toho jsou při procesu extruze speciálních malých ultrapřesných profilů z hliníkových slitin velmi přísné požadavky na zařízení, formu a proces. Vzhledem k rychlému rozvoji moderního průmyslu, špičkové národní obraně, vědeckému výzkumu a dalším aktivitám a zlepšení stupně personalizace se počet, rozmanitost a kvalita malých ultra přesných profilů stále zvyšují. I když v posledních letech bylo vyvinuto a vyrobeno mnoho vysoce kvalitních malých ultra přesných profilů z hliníkových slitin, stále nemohou uspokojit potřeby trhu. Zejména stále existuje velká propast mezi domácí technologií a zařízením pro výrobu malých ultra přesných profilů z hliníkových slitin a mezinárodní pokročilou úrovní, která nemohou uspokojit poptávku na domácím i zahraničním trhu a je třeba ji dohnat.
4. Závěr
Speciální přesné extrudované materiály z hliníku a hliníkových slitin (profily a trubky) mají složitý tvar, tenkou stěnu, velmi vysoké požadavky na rozměrovou toleranci a přesnost tvaru a polohy. Vysoký technický obsah, obtížná výroba vysoce kvalitních a jemných materiálů jsou nezbytným klíčovým materiálem pro národní hospodářství a národní obranu. Použití je velmi široké a vyhlídky na rozvoj tohoto materiálu jsou slibné. Výroba tohoto produktu má specifické požadavky na sochory, nástroje, extruzní zařízení a extruzní proces. Pro získání vynikajících produktů v dávkách je nutné vyřešit řadu klíčových technických problémů.
Upraveno May Jiang z MAT Aluminum
Čas zveřejnění: 7. dubna 2024



