

1. Úvod
Odlehčování automobilů vzniklo v rozvinutých zemích a zpočátku ho vedli tradiční automobiloví giganti. S neustálým vývojem získalo na popularitě. Od doby, kdy Indové poprvé použili hliníkové slitiny k výrobě klikových hřídelí automobilů, až po první masovou výrobu celohliníkových automobilů společností Audi v roce 1999, zaznamenaly hliníkové slitiny v automobilovém průmyslu silný růst díky svým výhodám, jako je nízká hustota, vysoká specifická pevnost a tuhost, dobrá elasticita a odolnost proti nárazu, vysoká recyklovatelnost a vysoká míra regenerace. Do roku 2015 již podíl hliníkových slitin v automobilech překročil 35 %.
Čínská technologie odlehčování automobilů začala před méně než 10 lety a jak technologická, tak aplikační úroveň zaostává za rozvinutými zeměmi, jako je Německo, Spojené státy a Japonsko. S rozvojem vozidel s novými energetickými zdroji však odlehčování materiálů rychle postupuje. Díky vzestupu vozidel s novými energetickými zdroji vykazuje čínská technologie odlehčování automobilů trend dohánění rozvinutých zemí.
Čínský trh s lehkými materiály je obrovský. Na jedné straně, ve srovnání s rozvinutými zeměmi v zahraničí, začala čínská technologie odlehčování pozdě a celková pohotovostní hmotnost vozidel je vyšší. Vzhledem k podílu lehkých materiálů v zahraničí je v Číně stále dostatek prostoru pro rozvoj. Na druhou stranu, díky zavedeným politikám, rychlý rozvoj čínského průmyslu vozidel s novými energetickými zdroji zvýší poptávku po lehkých materiálech a povzbudí automobilové společnosti k přechodu na odlehčování.
Zlepšení emisních a palivových norem si nutí k urychlení odlehčování automobilů. Čína v roce 2020 plně zavedla emisní normy China VI. Podle „Metody hodnocení a ukazatelů spotřeby paliva osobních automobilů“ a „Plánu úspor energie a technologií vozidel s novými energetickými zdroji“ je standardem spotřeby paliva 5,0 l/km. Vzhledem k omezenému prostoru pro podstatné průlomy v technologii motorů a snižování emisí může přijetí opatření k odlehčení automobilových součástí účinně snížit emise vozidel a spotřebu paliva. Odlehčení vozidel s novými energetickými zdroji se stalo zásadní cestou rozvoje tohoto odvětví.
V roce 2016 vydala Čínská společnost pro automobilové inženýrství „Plán pro úsporu energie a technologie vozidel s novými energetickými zdroji“, který plánoval faktory, jako je spotřeba energie, dojezd a výrobní materiály pro vozidla s novými energetickými zdroji, od roku 2020 do roku 2030. Odlehčení bude klíčovým směrem pro budoucí vývoj vozidel s novými energetickými zdroji. Odlehčení může zvýšit dojezd a řešit „obavy z dojezdu“ u vozidel s novými energetickými zdroji. S rostoucí poptávkou po delším dojezdu se odlehčení automobilů stává naléhavým a prodej vozidel s novými energetickými zdroji v posledních letech výrazně vzrostl. Podle požadavků bodovacího systému a „Střednědobého až dlouhodobého rozvojového plánu pro automobilový průmysl“ se odhaduje, že do roku 2025 čínský prodej vozidel s novými energetickými zdroji přesáhne 6 milionů kusů s průměrnou roční mírou růstu přesahující 38 %.
2. Charakteristiky a použití hliníkových slitin
2.1 Charakteristiky hliníkové slitiny
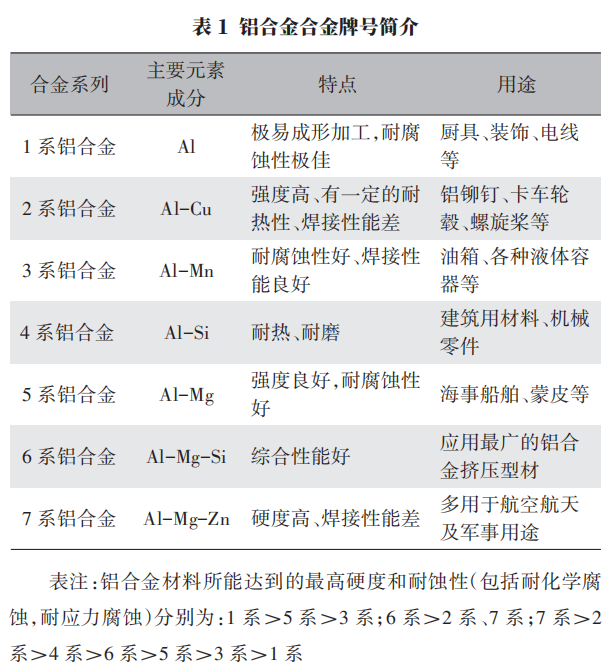
Hustota hliníku je třetinová oproti oceli, díky čemuž je lehčí. Má vyšší měrnou pevnost, dobrou schopnost extruze, silnou odolnost proti korozi a vysokou recyklovatelnost. Hliníkové slitiny se vyznačují tím, že se skládají převážně z hořčíku, vykazují dobrou tepelnou odolnost, dobré svařovací vlastnosti, dobrou únavovou pevnost, nedají se zpevnit tepelným zpracováním a mají schopnost zvyšovat pevnost tvářením za studena. Řada 6 se vyznačuje tím, že se skládá převážně z hořčíku a křemíku, přičemž Mg2Si je hlavní zpevňující fází. Nejpoužívanějšími slitinami v této kategorii jsou 6063, 6061 a 6005A. Hliníkový plech 5052 je hliníkový plech ze slitiny řady AL-Mg, kde je hlavním legujícím prvkem hořčík. Je to nejpoužívanější antikorozní slitina hliníku. Tato slitina má vysokou pevnost, vysokou únavovou pevnost, dobrou plasticitu a odolnost proti korozi, nelze ji zpevnit tepelným zpracováním, má dobrou plasticitu při polotučném zpevnění za studena, nízkou plasticitu při zpevnění za studena, dobrou odolnost proti korozi a dobré svařovací vlastnosti. Používá se hlavně pro součásti, jako jsou boční panely, kryty střechy a dveřní panely. Hliníková slitina 6063 je tepelně zpracovatelná zpevňující slitina řady AL-Mg-Si, jejíž hlavními legujícími prvky jsou hořčík a křemík. Jedná se o tepelně zpracovatelný zpevňující profil z hliníkové slitiny se střední pevností, který se používá hlavně v konstrukčních prvcích, jako jsou sloupy a boční panely, k přenášení pevnosti. Úvod do jakostí hliníkových slitin je uveden v tabulce 1.
2.2 Extruze je důležitou metodou tváření hliníkové slitiny
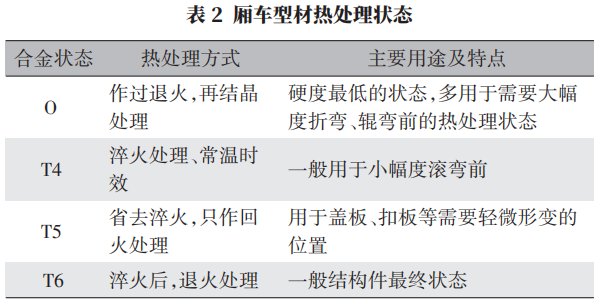
Extruze hliníkových slitin je metoda tváření za tepla a celý výrobní proces zahrnuje tváření hliníkové slitiny za třícestného tlakového napětí. Celý výrobní proces lze popsat následovně: a. Hliník a další slitiny se taví a odlévají do požadovaných hliníkových slitinových ingotů; b. Předehřáté ingoty se vkládají do extruzního zařízení pro extruzi. Působením hlavního válce se hliníkový ingot tvaruje do požadovaných profilů dutinou formy; c. Pro zlepšení mechanických vlastností hliníkových profilů se během nebo po extruzi provádí rozpouštěcí zpracování, po kterém následuje stárnutí. Mechanické vlastnosti po stárnutí se liší v závislosti na různých materiálech a režimech stárnutí. Stav tepelného zpracování profilů skříňových nákladních vozidel je uveden v tabulce 2.
Výrobky z hliníkových slitin extrudovanými lisovanými materiály mají oproti jiným metodám tváření několik výhod:
a. Během extruze získává extrudovaný kov v deformační zóně silnější a rovnoměrnější třícestné tlakové napětí než válcování a kování, takže může plně využít plasticitu zpracovávaného kovu. Lze jej použít ke zpracování obtížně deformovatelných kovů, které nelze zpracovat válcováním nebo kováním, a lze jej použít k výrobě různých složitých dutých nebo plných součástí s průřezem.
b. Protože geometrie hliníkových profilů se může měnit, mají jejich komponenty vysokou tuhost, což může zlepšit tuhost karoserie vozidla, snížit jeho vlastnosti NVH a zlepšit dynamické vlastnosti řízení vozidla.
c. Výrobky s účinností extruze mají po kalení a stárnutí výrazně vyšší podélnou pevnost (R, Raz) než výrobky zpracované jinými metodami.
d. Povrch výrobků po extruzi má dobrou barvu a dobrou odolnost proti korozi, což eliminuje potřebu další antikorozní povrchové úpravy.
e. Zpracování extruzí se vyznačuje velkou flexibilitou, nízkými náklady na nástroje a formy a nízkými náklady na změny návrhu.
f. Díky ovladatelnosti hliníkových profilů lze zvýšit stupeň integrace součástí, snížit počet součástí a různé konstrukce průřezů umožňují přesné svařování.
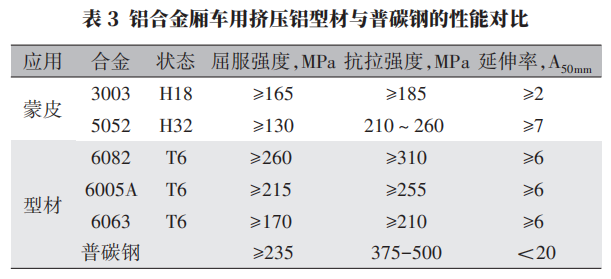
Porovnání výkonu mezi extrudovanými hliníkovými profily pro skříňové nákladní vozy a profily z hladké uhlíkové oceli je uvedeno v tabulce 3.
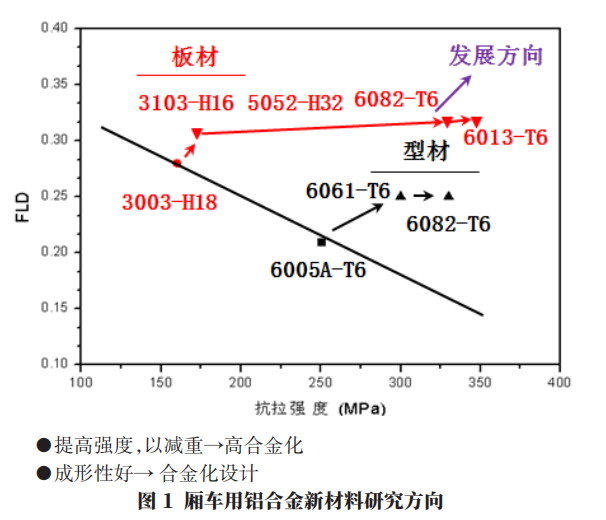
Další směr vývoje profilů z hliníkových slitin pro skříňové nákladní vozy: Další zlepšení pevnosti profilů a zvýšení výkonu při extruzi. Směr výzkumu nových materiálů pro profily z hliníkových slitin pro skříňové nákladní vozy je znázorněn na obrázku 1.
3. Konstrukce, pevnostní analýza a ověření skříňového nákladního vozu z hliníkové slitiny
3.1 Konstrukce nákladního vozu z hliníkové slitiny
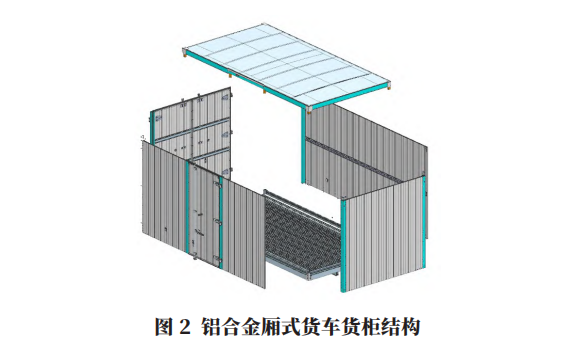
Kontejner nákladního vozu se skládá hlavně z předního panelu, levého a pravého bočního panelu, bočního panelu zadních dveří, podlahy, střechy a také z U-šroubů, bočních ochranných krytů, zadních ochranných krytů, zástěrek a dalšího příslušenství připojeného k podvozku druhé třídy. Příčné nosníky, sloupky, boční nosníky a dveřní panely nákladního vozu jsou vyrobeny z extrudovaných profilů z hliníkové slitiny, zatímco podlahové a střešní panely jsou vyrobeny z plochých plechů z hliníkové slitiny 5052. Konstrukce nákladního vozu z hliníkové slitiny je znázorněna na obrázku 2.
Použitím procesu protlačování za tepla lze z hliníkové slitiny řady 6 vytvářet složité duté průřezy. Konstrukce hliníkových profilů se složitými průřezy umožňuje šetřit materiál, splňovat požadavky na pevnost a tuhost výrobku a splňovat požadavky na vzájemné spojení mezi různými komponenty. Proto jsou na obrázku 3 znázorněny konstrukční konstrukce hlavního nosníku a průřezové momenty setrvačnosti I a odporové momenty W.
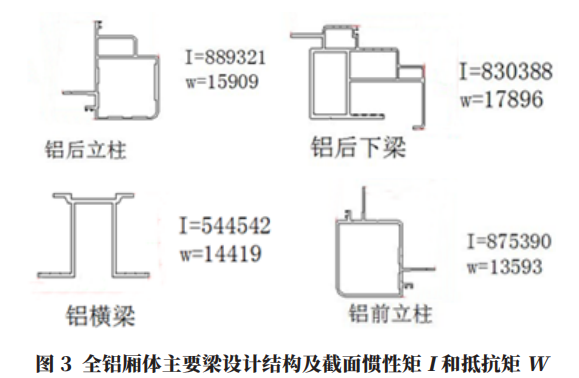
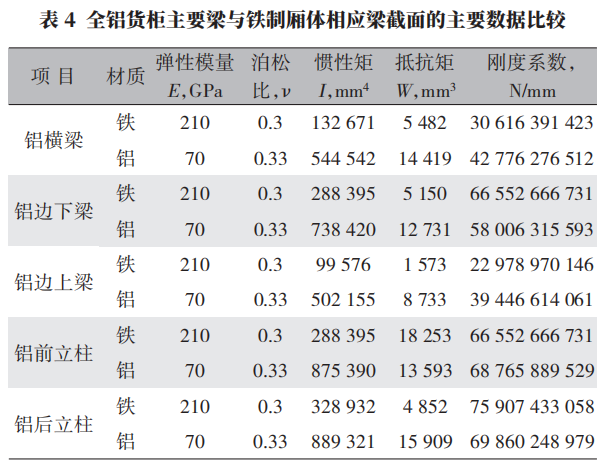
Porovnání hlavních údajů v tabulce 4 ukazuje, že průřezové momenty setrvačnosti a odporové momenty navrženého hliníkového profilu jsou lepší než odpovídající údaje profilu nosníku z litiny. Údaje o součiniteli tuhosti jsou zhruba stejné jako u odpovídajícího profilu nosníku z litiny a všechny splňují požadavky na deformaci.
3.2 Výpočet maximálního napětí
Maximální napětí se vypočítá s klíčovým nosným prvkem, příčníkem, jako objektem. Jmenovité zatížení je 1,5 t a příčník je vyroben z profilu z hliníkové slitiny 6063-T6 s mechanickými vlastnostmi uvedenými v tabulce 5. Nosník je pro výpočet síly zjednodušeně považován za konzolovou konstrukci, jak je znázorněno na obrázku 4.
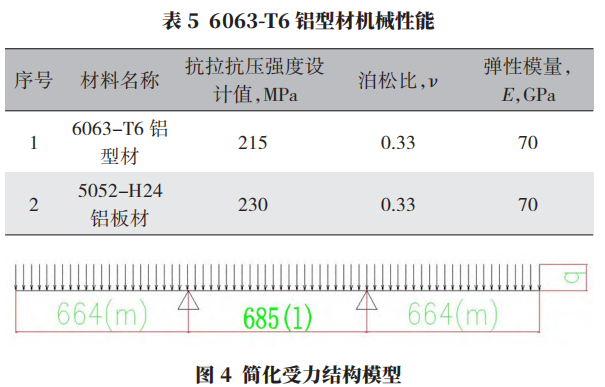
Pro nosník o rozpětí 344 mm se tlakové zatížení na nosník vypočítá jako F=3757 N na základě 4,5 t, což je trojnásobek standardního statického zatížení. q=F/L
kde q je vnitřní napětí nosníku pod zatížením, N/mm; F je zatížení nesené nosníkem, vypočtené na základě trojnásobku standardního statického zatížení, které je 4,5 t; L je délka nosníku, mm.
Vnitřní napětí q je tedy:

Vzorec pro výpočet napětí je následující:

Maximální moment je:

Vezmeme-li absolutní hodnotu momentu M=274283 N·mm, maximální napětí σ=M/(1,05×w)=18,78 MPa a maximální hodnotu napětí σ<215 MPa, což splňuje požadavky.
3.3 Charakteristiky připojení různých komponent
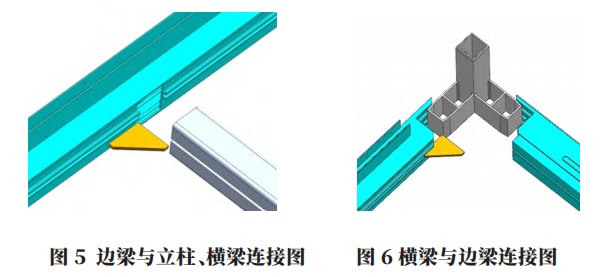
Hliníková slitina má špatné svařovací vlastnosti a pevnost jejího svarového bodu je pouze 60 % pevnosti základního materiálu. Vzhledem k pokrytí povrchu hliníkové slitiny vrstvou Al2O3 je bod tání Al2O3 vysoký, zatímco bod tání hliníku je nízký. Při svařování hliníkové slitiny je nutné Al2O3 na povrchu rychle rozrušit, aby se mohlo provést svařování. Zároveň zbytky Al2O3 zůstanou v roztoku hliníkové slitiny, což ovlivní strukturu hliníkové slitiny a sníží pevnost svarového bodu hliníkové slitiny. Proto se při navrhování celohliníkového kontejneru tyto vlastnosti plně zohledňují. Svařování je hlavní metodou polohování a hlavní nosné komponenty jsou spojeny šrouby. Spojení, jako je nýtování a rybinová konstrukce, jsou znázorněna na obrázcích 5 a 6.
Hlavní konstrukce celohliníkové skříňové karoserie se skládá z vodorovných nosníků, svislých sloupků, bočních nosníků a okrajových nosníků, které jsou do sebe vzájemně propojené. Mezi každým vodorovným nosníkem a svislým sloupkem jsou čtyři spojovací body. Spojovací body jsou opatřeny vroubkovanými těsněními, která zabírají s vroubkovaným okrajem vodorovného nosníku a účinně zabraňují posuvu. Osm rohových bodů je spojeno převážně ocelovými vložkami, upevněnými šrouby a samosvornými nýty a vyztuženými 5mm trojúhelníkovými hliníkovými deskami přivařenými uvnitř skříňky pro zpevnění rohových poloh. Vnější vzhled skříňky je bez svárů ani odkrytých spojovacích bodů, což zajišťuje celkový vzhled skříňky.
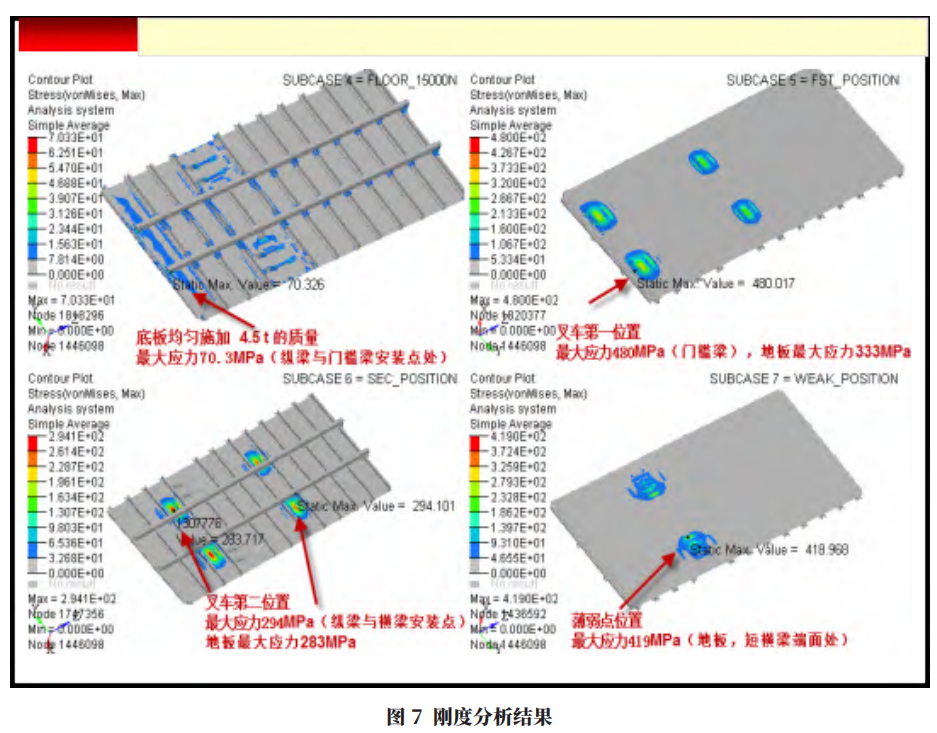
3.4 Technologie synchronního inženýrství SE
Technologie synchronního inženýrství SE se používá k řešení problémů způsobených velkými nahromaděnými odchylkami rozměrů odpovídajících součástí v tělese skříně a obtížemi při hledání příčin mezer a selhání rovinnosti. Prostřednictvím analýzy CAE (viz obrázek 7-8) se provádí srovnávací analýza s tělesy skříněmi vyrobenými z litiny, aby se ověřila celková pevnost a tuhost tělesa skříně, nalezla slabá místa a přijala opatření k efektivnější optimalizaci a vylepšení konstrukčního schématu.
4. Odlehčovací efekt nákladního vozu z hliníkové slitiny
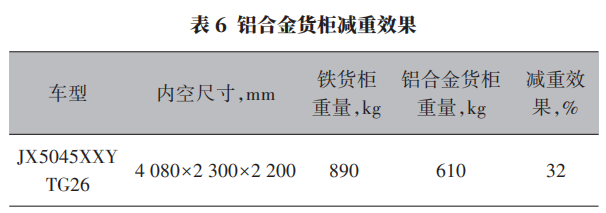
Kromě skříňové karoserie lze hliníkové slitiny použít k nahrazení oceli pro různé komponenty skříňových kontejnerů nákladních vozidel, jako jsou blatníky, zadní ochranné kryty, boční ochranné kryty, dveřní západky, dveřní panty a hrany zadního nárazníku, čímž se dosáhne snížení hmotnosti nákladového prostoru o 30 % až 40 %. Efekt snížení hmotnosti prázdného nákladního kontejneru o rozměrech 4080 mm × 2300 mm × 2200 mm je uveden v tabulce 6. Tím se zásadně řeší problémy s nadměrnou hmotností, nedodržováním oznámení a regulačními riziky tradičních železných nákladních prostor.
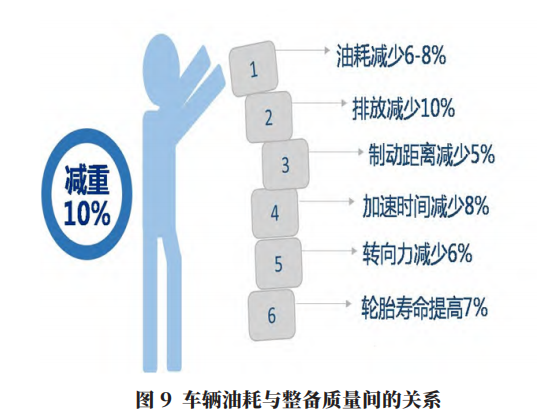
Nahrazením tradiční oceli hliníkovými slitinami v automobilových součástech lze dosáhnout nejen vynikajících odlehčovacích účinků, ale také může přispět k úspoře paliva, snížení emisí a zlepšení výkonu vozidla. V současné době existují různé názory na přínos odlehčení k úsporám paliva. Výsledky výzkumu Mezinárodního institutu pro hliník jsou uvedeny na obrázku 9. Každé 10% snížení hmotnosti vozidla může snížit spotřebu paliva o 6 % až 8 %. Na základě domácích statistik může snížení hmotnosti každého osobního automobilu o 100 kg snížit spotřebu paliva o 0,4 l/100 km. Příspěvek odlehčení k úsporám paliva je založen na výsledcích získaných z různých výzkumných metod, takže existují určité rozdíly. Odlehčení automobilů však má významný vliv na snížení spotřeby paliva.
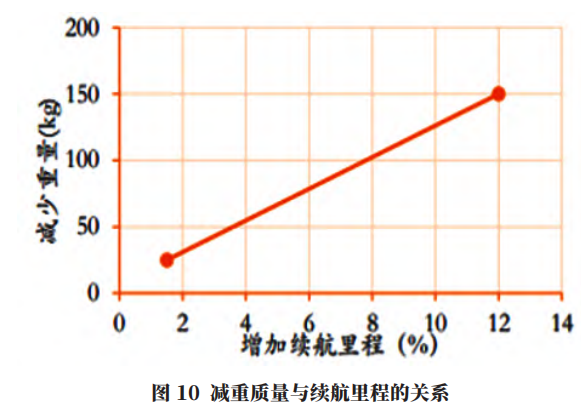
U elektromobilů je efekt odlehčení ještě výraznější. V současné době se jednotková energetická hustota baterií elektromobilů výrazně liší od hustoty tradičních vozidel na kapalná paliva. Hmotnost energetického systému (včetně baterie) elektromobilů často tvoří 20 % až 30 % celkové hmotnosti vozidla. Současně je celosvětovou výzvou překonat úzké hrdlo výkonu baterií. Než dojde k zásadnímu průlomu v technologii vysoce výkonných baterií, je odlehčení účinným způsobem, jak zlepšit dojezd elektromobilů. Na každých 100 kg snížení hmotnosti lze dojezd elektromobilů zvýšit o 6 % až 11 % (vztah mezi snížením hmotnosti a dojezdem je znázorněn na obrázku 10). V současné době dojezd čistě elektromobilů nemůže uspokojit potřeby většiny lidí, ale snížení hmotnosti o určité množství může výrazně zlepšit dojezd, zmírnit obavy z dojezdu a zlepšit uživatelský komfort.
5. Závěr
Kromě celohliníkové konstrukce skříňového vozu z hliníkové slitiny, která je představena v tomto článku, existují různé typy skříňových vozů, jako jsou hliníkové voštinové panely, hliníkové přezky, hliníkové rámy + hliníkové pláště a hybridní nákladní kontejnery ze železa a hliníku. Jejich výhodou je nízká hmotnost, vysoká měrná pevnost a dobrá odolnost proti korozi a nevyžadují elektroforetický nátěr pro ochranu proti korozi, čímž se snižuje dopad elektroforetického nátěru na životní prostředí. Skříňový voz z hliníkové slitiny zásadně řeší problémy s nadměrnou hmotností, nedodržováním oznámení a regulačními riziky tradičních nákladních prostorů vyrobených z železa.
Extruze je základní metodou zpracování hliníkových slitin a hliníkové profily mají vynikající mechanické vlastnosti, takže tuhost průřezu součástí je relativně vysoká. Díky proměnnému průřezu mohou hliníkové slitiny dosáhnout kombinace funkcí více součástí, což z nich činí dobrý materiál pro odlehčení automobilů. Široké použití hliníkových slitin však čelí výzvám, jako je nedostatečná konstrukční schopnost nákladových prostorů z hliníkových slitin, problémy s tvářením a svařováním a vysoké náklady na vývoj a propagaci nových produktů. Hlavním důvodem je stále to, že hliníkové slitiny stojí více než ocel, dokud se nerozvine recyklační ekologie hliníkových slitin.
Závěrem lze říci, že rozsah použití hliníkových slitin v automobilech se bude rozšiřovat a jejich využití bude i nadále růst. V současných trendech úspor energie, snižování emisí a rozvoje odvětví vozidel s novými energetickými zdroji, s prohlubujícím se pochopením vlastností hliníkových slitin a efektivními řešeními problémů s jejich aplikací, se hliníkové extrudované materiály budou ve větší míře používat v odlehčování automobilů.
Upraveno May Jiang z MAT Aluminum
Čas zveřejnění: 12. ledna 2024



