

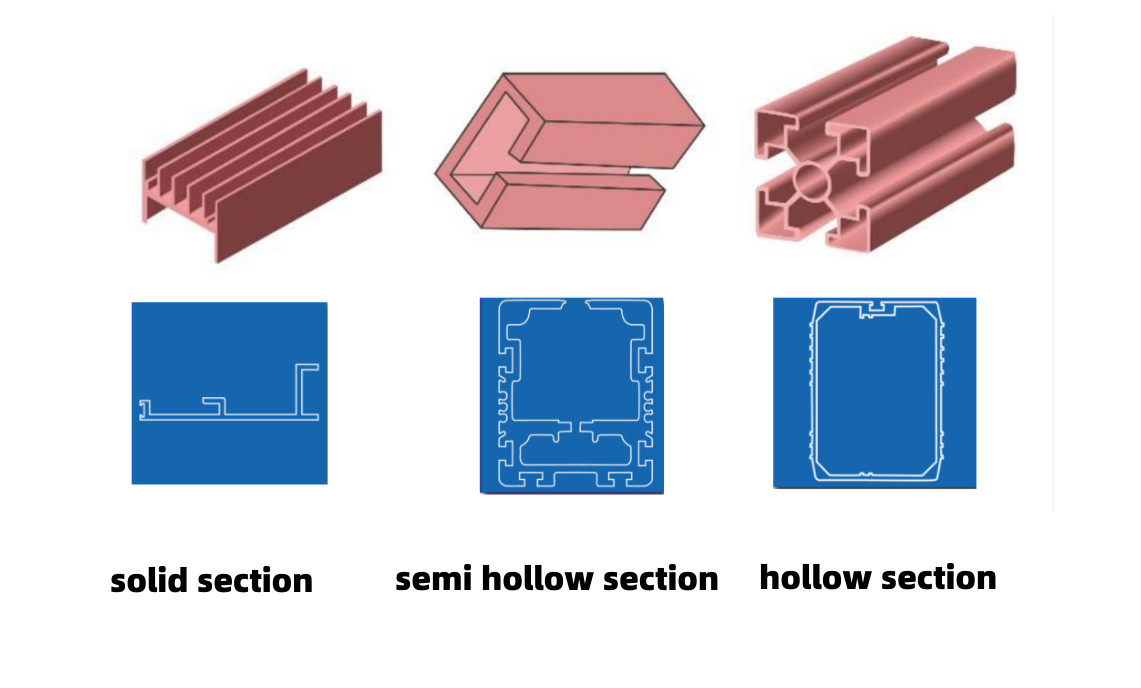
Sekce hliníkové extruze je rozdělena do tří kategorií:
Plný profil: nízké náklady na výrobek, nízké náklady na formu
Polodutý profil: forma se snadno opotřebovává a rozbíjí, což má za následek vysoké náklady na výrobek a formu.
Dutý profil: vysoké náklady na výrobek a formu, nejvyšší náklady na formu pro porézní výrobky
1. Vyhněte se asymetrickým a nevyváženým sekcím
Asymetrické a nevyvážené profily zvyšují složitost extruze a zároveň se mohou vyskytovat problémy s kvalitou, jako je obtížné zajistit rozměrovou přesnost a rovinnost, prohýbání a kroucení dílů, nízká efektivita výroby a snadné opotřebení forem během hromadné výroby.
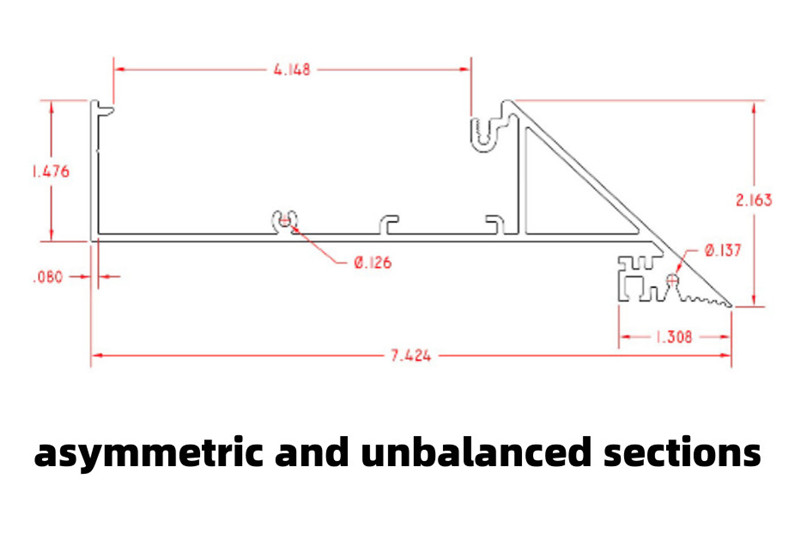
Čím asymetričtější nebo nevyváženější je hliníkový extrudovaný profil, tím obtížnější je zajistit přímost, úhel a další rozměrovou přesnost.
Přestože lze vyrábět asymetrické a nevyvážené tvary, je méně pravděpodobné, že kov během extruze zateče do úzkých a nepravidelných oblastí, kde může snadno dojít k deformaci nebo jiným problémům s kvalitou.
I když je možné vytlačovat asymetrické a nevyvážené tvary, vyšší náklady na nástroje a vyšší výrobní náklady v důsledku pomalejších rychlostí vytlačování nakonec vedou k vyšším nákladům na zpracování forem a výrobním nákladům.
Čím větší je počet stran a kanálů v extruzním profilu, tím méně přesný a dražší bude.
2. Čím jednodušší je tvar průřezu, tím lépe
Někteří konstruktéři výrobků navrhují v hliníkovém extrudovaném výlisku příliš mnoho prvků. Ačkoli jedinečnou výhodou hliníkových extrudovaných výlisků je možnost přidat do profilu otvory, drážky nebo šroubové výstupky, vede to k velmi komplikovanému návrhu formy nebo k tomu, že se vůbec nevytlačí, s velmi vysokými výrobními náklady.
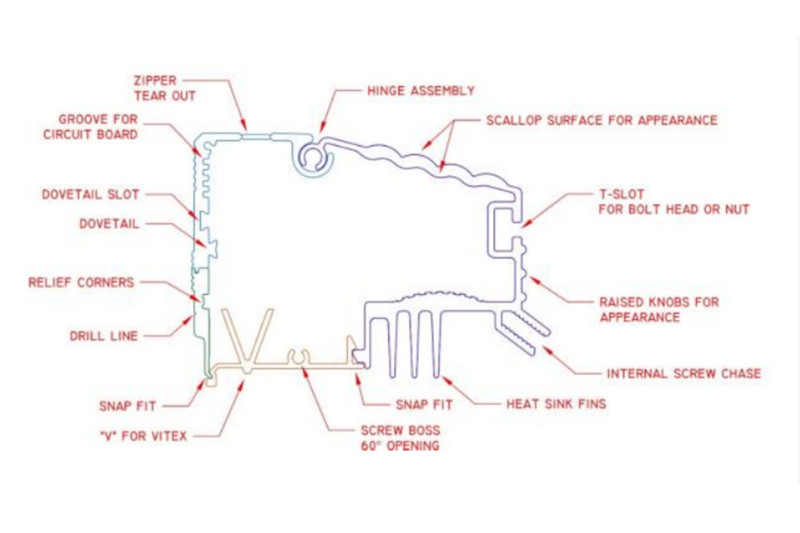
Pokud je průřez extruzí příliš složitý, lze zvážit použití dvou nebo více dílů pro extruzi.
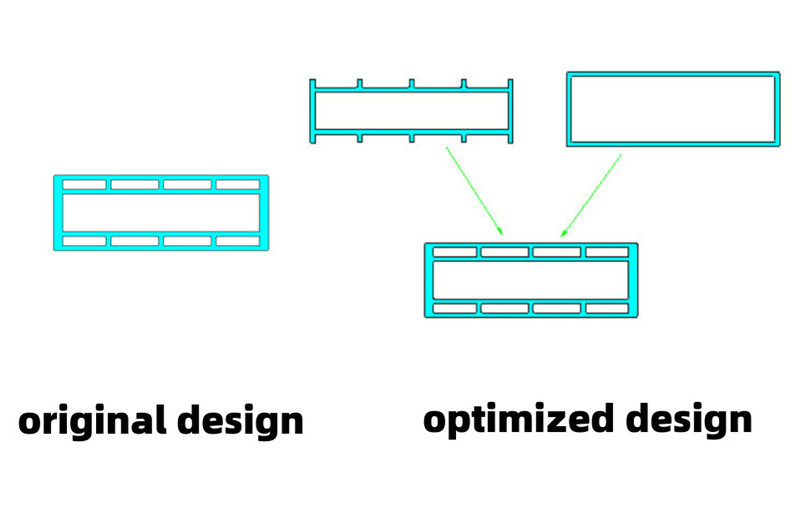
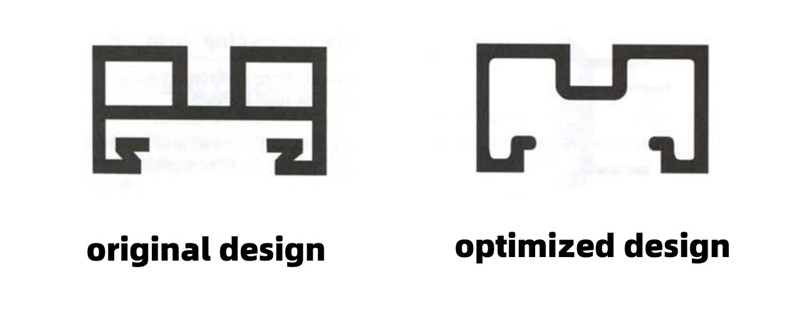
3. Porézní dutý profil optimalizovaný pro dutý profil s jedním otvorem
Optimalizací porézního dutého profilu na dutý profil s jedním otvorem lze zjednodušit konstrukci formy a ušetřit náklady.
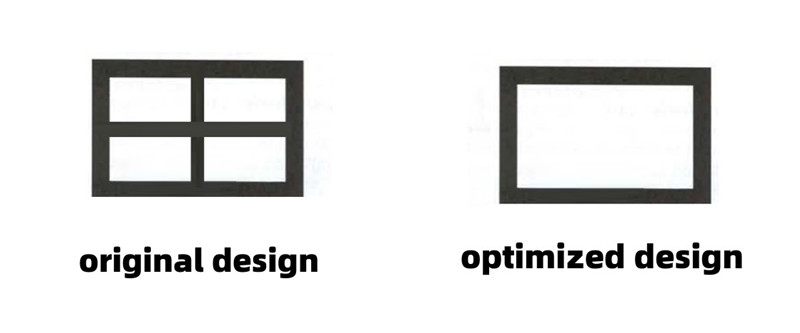
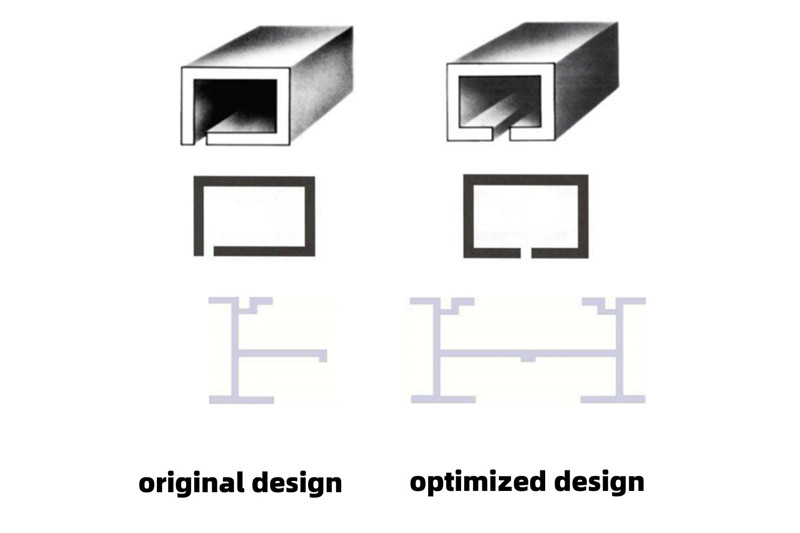
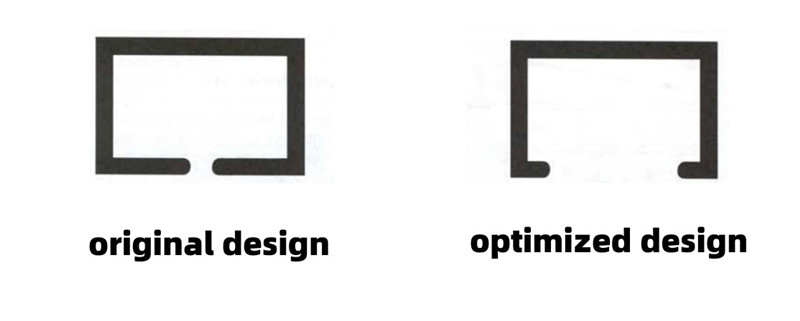
4. Dutý profil optimalizovaný na polodutý profil
Optimalizací dutého profilu na polodutý profil lze zjednodušit konstrukci formy a ušetřit náklady.
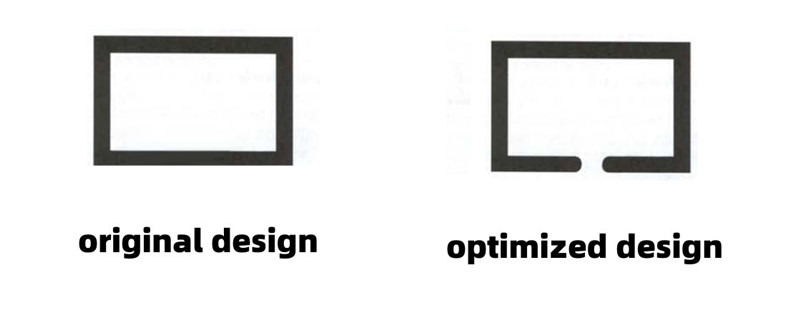
5. Polodutý profil optimalizovaný na plný profil
Optimalizací poloduté sekce na plnou sekci lze zjednodušit konstrukci formy a ušetřit náklady.
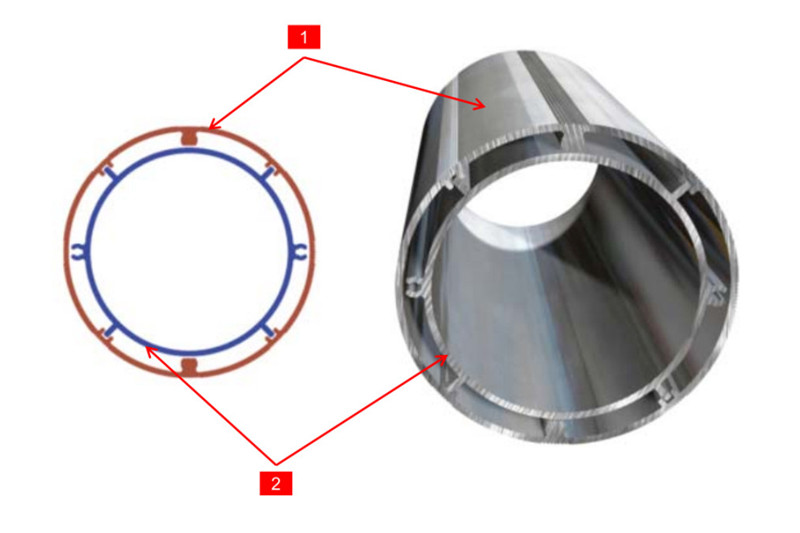
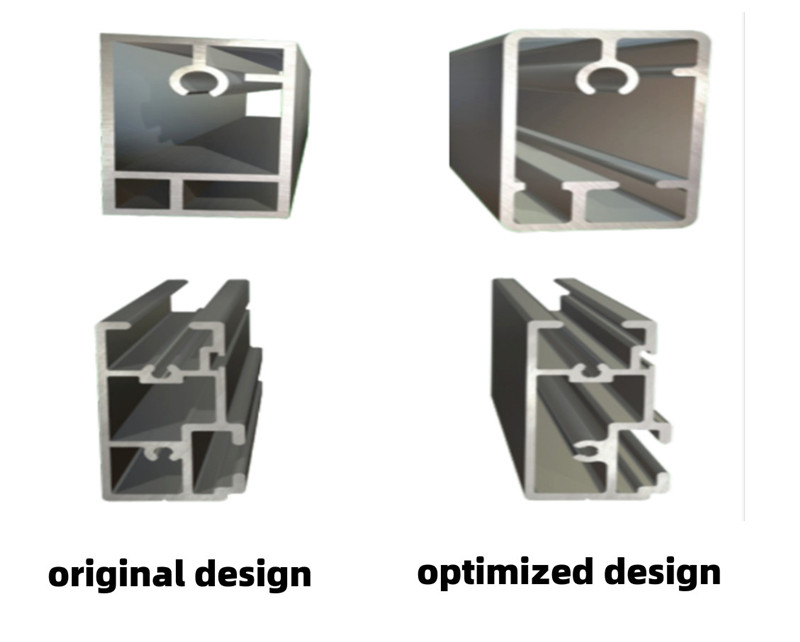
6. Vyhněte se porézní části
Porézní profily lze optimalizovat návrhem, aby se snížily náklady na formy a obtíže při zpracování a výrobě.
Upraveno May Jiang z MAT Aluminum
16. ledna 2023
Čas zveřejnění: 18. února 2023



